How Can You Prevent Failure in Custom Silicone Overmolding Projects?
Introduction
Many engineers and sourcing teams only discover silicone overmolding problems after the first mold trial or even after mass production starts. Peeling, flash, leakage, insert shift, poor bonding, bubbles, deformation, and unstable dimensions can delay product launches and increase cost. This guide explains how to prevent failure in custom silicone overmolding projects from early design review to stable mass production.
Answer Excerpt
To prevent failure in custom silicone overmolding projects, buyers should confirm substrate material, bonding method, silicone hardness, DFM design, sealing structure, mold accuracy, insert positioning, flash control, waterproof test requirements, and inspection standards before mold opening. A reliable manufacturer should evaluate silicone over plastic, silicone over metal, FPC silicone overmolding, and silicone-to-silicone bonding risks before sampling and mass production.
Transition Paragraph
Below are the key questions product engineers, sourcing managers, OEM/ODM buyers, and technical teams usually ask when they want to reduce silicone overmolding risk.
People Also Ask: Why do custom silicone overmolding projects fail?
Custom silicone overmolding projects usually fail because the design, material, bonding method, mold structure, or production process was not fully evaluated before mold opening. The most common problems include weak bonding, silicone peeling, water leakage, excessive flash, substrate deformation, poor insert positioning, blocked functional areas, and unstable dimensions.
For complex multi-material projects, custom silicone overmolding solutions should be evaluated before tooling to confirm whether silicone can reliably bond with plastic, metal, FPC, or another silicone substrate.
A project may look simple on a drawing, but silicone overmolding has many hidden risks. Liquid silicone rubber can flow into very small gaps. This helps create fine sealing structures, but it also increases the risk of flash. Silicone can protect a plastic or metal insert, but if the bonding area is too small, the silicone layer may peel. A waterproof design may look correct, but if the compression ratio is wrong, the final product may still leak.
For SiliconePlus, the core value of silicone overmolding is not only molding silicone onto another material. It is helping customers turn product requirements into manufacturable parts through design review, mold development, LSR injection molding, compression molding, silicone overmolding, inspection, and mass production support.
A professional supplier should identify risk before producing the mold. This is why DFM review, substrate evaluation, bonding design, and process planning are critical for custom silicone overmolding projects.
People Also Ask: What should be checked before mold design?
Before mold design, buyers and manufacturers should check the product structure, substrate material, silicone coverage area, exposed functional areas, bonding requirement, waterproof level, tolerance, assembly method, testing standard, and expected production quantity.

A good pre-mold review should answer several questions. What material is the substrate? Is it plastic, metal, FPC, or silicone? Can the substrate handle the molding temperature and pressure? Does the silicone need chemical bonding, mechanical locking, or both? Which areas must remain exposed? Which areas must be sealed? Where should the parting line be placed? How much compression is needed for waterproof sealing?
For silicone over plastic, the plastic material is very important. Some plastics may soften or deform under high mold temperature. Some plastics have better compatibility with LSR, while others need special surface treatment or mechanical locking design.
For silicone over metal, surface condition is critical. Oil, oxidation, plating, dust, or poor cleaning may reduce bonding. For bonding-critical parts, the supplier should confirm whether cleaning, primer, plasma treatment, surface roughening, or mechanical locking is needed.
For FPC silicone overmolding, insert positioning is one of the biggest risks. FPC is thin, flexible, and easy to shift during molding. If the FPC moves, the silicone may cover contact pads, expose the wrong area, or damage the electrical function.
For silicone over silicone, material compatibility and substrate condition matter. If the first silicone part is over-cured, contaminated, or incompatible with the second silicone material, bonding may become unstable.
People Also Ask: How does substrate selection affect silicone overmolding quality?
Substrate selection directly affects bonding, dimensional stability, appearance, and long-term reliability. In silicone overmolding, the substrate is not just a part inside the mold. It becomes part of the final functional structure.
Plastic substrates are often used for electronic housings, connector frames, wearable device structures, and medical device components. The supplier should evaluate heat resistance, shrinkage, surface condition, rigidity, and bonding compatibility. If the plastic deforms during molding, the finished part may fail assembly.
Metal substrates are often used for terminals, contacts, brackets, shafts, inserts, and structural supports. Metal can provide strength and conductivity, while silicone provides sealing, insulation, anti-slip protection, or vibration absorption. However, bonding depends strongly on surface condition and structure design.
FPC substrates are used in wearable sensors, medical electronics, smart hardware, and compact waterproof modules. Silicone can protect the circuit, seal edges, and provide strain relief. However, the mold must protect exposed pads, solder joints, bending areas, and electrical contacts.
Silicone substrates are used when two-color, dual-hardness, soft-hard, or functional silicone structures are required. The challenge is not simply placing one silicone over another. The key is achieving stable bonding and clean boundaries between the two silicone materials.
A reliable manufacturer should not give the same solution for every substrate. Silicone over plastic, silicone over metal, FPC silicone overmolding, and silicone over silicone require different mold designs, surface preparation methods, and quality control points.
People Also Ask: Why is DFM important for waterproof silicone overmolding?
DFM is important because waterproof performance is decided by the full structure, not by silicone material alone. A high-quality silicone material cannot fix a poor sealing design, incorrect compression ratio, weak bonding area, or bad assembly tolerance.
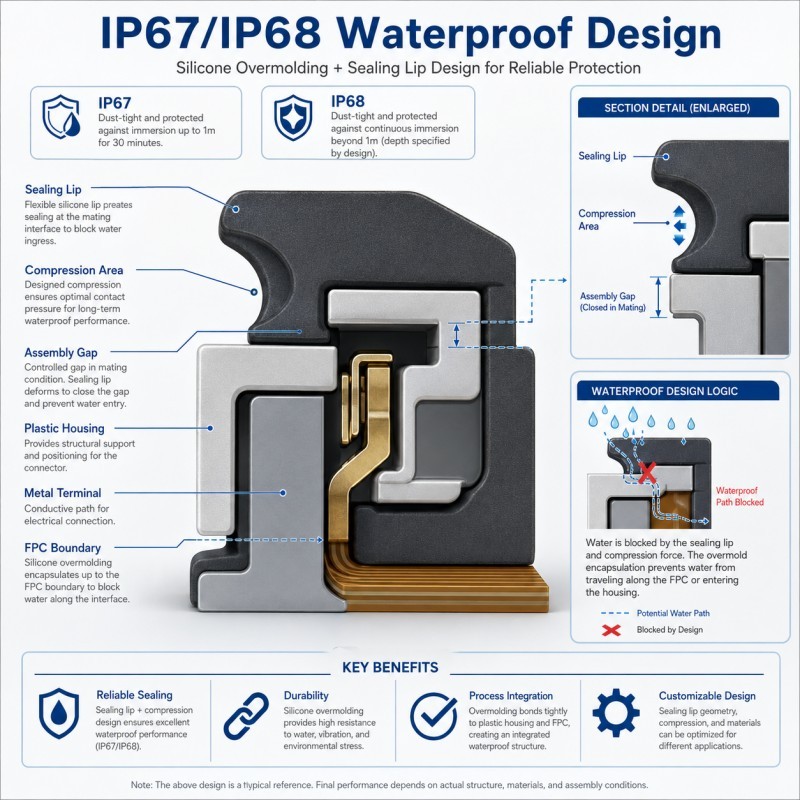
For electronic, automotive, medical, and industrial products, waterproof silicone seals should be designed around the real assembly structure, sealing groove, compression ratio, mating surface, and test condition.
DFM review should check sealing path, compression area, parting line, venting, material flow, demolding direction, insert positioning, and possible flash locations. If the parting line is placed on a sealing surface, the part may leak. If the sealing lip is too thin, it may tear or deform. If the silicone layer is too thick, it may affect assembly or curing stability.
For waterproof electronics, water often enters through ports, buttons, connector joints, housing seams, cable exits, and sensor openings. Each entry point may need a different sealing structure. A gasket for a Type-C port is different from a wire harness seal, a battery pack gasket, or a medical sensor seal.
DFM also helps reduce mold modification. Once the mold is built, changing a sealing structure can be expensive and time-consuming. Early review is much cheaper than fixing failure after sampling.
People Also Ask: What is the difference between a good sample and stable mass production?
A good sample does not always mean the project is ready for mass production. A sample may pass appearance inspection, but mass production requires repeatable quality, stable bonding, controlled flash, consistent dimensions, reliable sealing, and efficient inspection.
| Comparison Item | Good Sample | Stable Mass Production |
|---|---|---|
| Main Goal | Proves basic design feasibility | Proves repeatable quality and process stability |
| Bonding | May look acceptable after molding | Must remain stable after testing, assembly, and long-term use |
| Flash Control | Small defects may be accepted during trial | Flash must be controlled within production standard |
| Dimensions | One or several samples may meet tolerance | Batch production must maintain consistent dimensions |
| Waterproof Test | May pass one test condition | Must pass repeated or defined validation requirements |
| Inspection | Manual checking may be enough | Requires clear inspection standards and production control |
| Buyer Risk | Low quantity, limited exposure | High cost impact if failure appears after shipment |
This is why buyers should evaluate not only the first sample but also the production control plan. For overmolded silicone parts, small changes in insert tolerance, mold temperature, injection pressure, material flow, curing time, or demolding can affect final quality.
A capable supplier should understand how to move from prototype to repeatable production. This includes mold optimization, process parameter control, inspection criteria, packaging method, and clear communication with the buyer.
People Also Ask: How can flash, bubbles, and incomplete filling be reduced?
Flash, bubbles, and incomplete filling can be reduced through accurate mold design, proper venting, stable injection parameters, good insert fit, clean substrates, controlled material flow, and experienced production management.
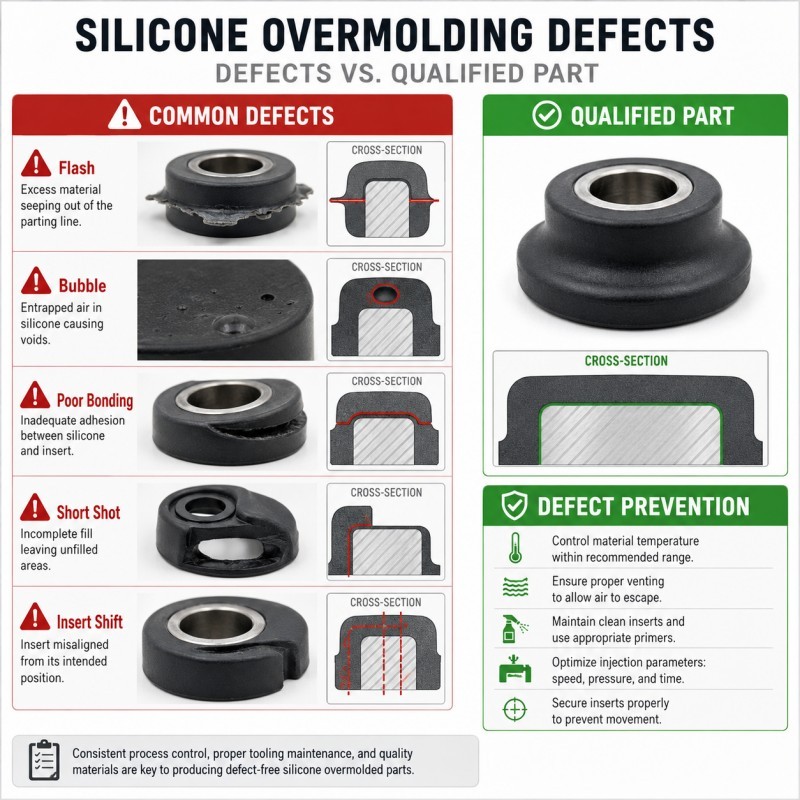
Flash happens easily in LSR molding because liquid silicone has low viscosity before curing. It can flow into tiny gaps around inserts, parting lines, vents, and mold shut-off areas. To reduce flash, the mold must be precise, the insert fit must be controlled, and the parting line should avoid critical sealing surfaces when possible.
Bubbles may happen because of trapped air, poor venting, moisture, contamination, or unstable material flow. For transparent or medical silicone parts, bubbles are especially visible and may affect product quality perception.
Incomplete filling may happen when the material does not fully reach thin walls, ribs, sealing lips, or complex corners. This can be caused by poor gate design, low pressure, unsuitable flow path, trapped air, or incorrect curing conditions.
Poor bonding may happen when the substrate surface is contaminated, the material is incompatible, the bonding area is too small, or the process parameters are not suitable. Mechanical locking features can help reduce the risk of peeling in demanding applications.
For custom silicone overmolding, defect prevention should start from the design stage, not from final inspection. Inspection can find problems, but it cannot replace good mold design and process control.
People Also Ask: How should waterproof silicone overmolded parts be validated?
Waterproof silicone overmolded parts should be validated according to the target product use, such as IP67, IP68, pressure testing, water immersion, assembly testing, compression testing, aging testing, or customer-specific validation standards.

Testing should match the real product. A simple water dip may not be enough for automotive connectors, EV battery components, outdoor electronics, or medical device seals. Some parts need pressure, temperature cycling, vibration, repeated assembly, or long-term compression testing.
Before testing, the buyer and supplier should define the assembly condition. A seal may pass when compressed correctly but fail if the mating part is loose. A gasket may work in the laboratory but fail after repeated installation. A silicone layer may bond well after molding but peel after aging or chemical exposure.
For waterproof silicone parts, the test should evaluate both the silicone component and the final assembly. The seal, groove, housing, screws, clips, terminals, or FPC structure all affect the result.
A professional manufacturer should help buyers review the test method and identify possible failure paths before mass production.
People Also Ask: What factory capability should buyers check?
Buyers should check whether the supplier has real silicone molding capability, mold development experience, LSR injection molding equipment, silicone overmolding expertise, DFM support, insert positioning control, inspection capability, and experience with similar applications.

For high-precision LSR parts, liquid silicone injection molding supports small structures, complex sealing features, stable dimensions, and repeatable production when mold design and process control are properly managed.
The supplier should be able to support multiple project types, including silicone over plastic, silicone over metal, FPC silicone overmolding, silicone over silicone, waterproof silicone seals, medical silicone parts, automotive silicone components, 3C electronic silicone parts, wearable device seals, and industrial custom silicone components.
For compact electronic modules, FPC silicone overmolding requires accurate insert positioning, pad protection, silicone flow control, and careful inspection.
A strong supplier should also understand when not to force silicone overmolding. In some cases, compression molding, separate gasket assembly, bonding design changes, or plastic structure adjustment may be more suitable. Good engineering support means choosing the right process, not simply selling one process to every customer.
Buyers should also check communication quality. A good supplier asks technical questions before quoting. If a supplier gives a fast price without asking about material, tolerance, waterproof target, substrate, bonding, or testing, the risk may be higher later.
People Also Ask: What information should buyers provide for a custom silicone overmolding project?
To evaluate a custom silicone overmolding project accurately, buyers should provide drawings, 3D files, samples, product photos, substrate material, silicone coverage area, exposed functional areas, tolerance, hardness, waterproof level, bonding requirement, application environment, estimated quantity, and testing requirements.
A clear project brief helps reduce mistakes. For example, a buyer may say: “We need an LSR overmolded seal on a plastic connector housing. The part must pass IP68 testing, the substrate is PBT, the silicone is black, hardness around 50 Shore A, and annual demand is 100,000 pieces.” This gives the supplier enough information to evaluate material, mold, bonding, sealing structure, cost, and production risk.
If the buyer only has a physical sample, the manufacturer can evaluate the sample, measure the structure, and discuss mold development. If the buyer only has a rough idea, the supplier may help review feasibility and suggest a suitable structure.
A typical custom silicone overmolding project may include:
Project requirement review
Substrate material confirmation
DFM evaluation
Bonding method discussion
Silicone material selection
3D drawing or sample confirmation
Mold quotation
Mold making
Sample production
Sample inspection
Waterproof or bonding test
Sample approval
Mass production
Final inspection
Packaging and shipment
At Shenzhen Liyongan Silicone Rubber Products Co., Ltd., buyers can start with a drawing, sample, product photo, or product idea. The engineering team can help review the structure and provide a suitable custom silicone overmolding manufacturing solution.
FAQ About Custom Silicone Overmolding Failure Prevention
1. What is the most common reason silicone overmolding fails?
The most common reasons include poor substrate selection, weak bonding design, contamination, incorrect mold structure, poor insert positioning, excessive flash, and lack of DFM review before mold opening. Waterproof projects also fail when compression design or sealing geometry is not correct.
2. Can silicone bond directly to plastic, metal, FPC, or silicone?
Yes, silicone can be overmolded onto plastic, metal, FPC, or silicone when the material, surface condition, mold design, bonding method, and process parameters are properly controlled. Some projects may require self-adhesive LSR, primer, surface treatment, or mechanical locking.
3. Why does silicone peeling happen after overmolding?
Silicone peeling may happen because of incompatible materials, contaminated substrate surfaces, insufficient bonding area, weak mechanical locking, improper curing, poor surface treatment, or unsuitable process parameters. Peeling risk should be evaluated before mold development.
4. How can silicone flash be reduced in overmolded parts?
Silicone flash can be reduced by improving mold precision, controlling insert tolerance, optimizing parting line design, using proper clamping force, improving shut-off areas, and adjusting injection parameters. Because LSR flows easily, flash control must be considered during mold design.
5. Can overmolded silicone parts pass IP67 or IP68 testing?
Yes, overmolded silicone parts can support IP67 or IP68 waterproof sealing when the sealing structure, material hardness, compression ratio, bonding area, mold accuracy, and final assembly are properly designed and tested.
6. What should I provide for a silicone overmolding quote?
Buyers should provide drawings, 3D files, samples, substrate material, silicone coverage area, exposed functional areas, hardness requirement, tolerance, waterproof level, bonding requirement, application environment, estimated quantity, and testing standards.
Conclusion
Custom silicone overmolding failure is usually not caused by one single factor. It is often the result of poor early-stage evaluation, unsuitable substrate selection, weak bonding design, incorrect sealing structure, mold design problems, unstable insert positioning, or insufficient production control.
For B2B buyers, the best way to reduce risk is to involve the silicone manufacturer before mold opening. A reliable partner should review the drawing, substrate, bonding area, sealing path, material, tolerance, test requirement, and production volume before quoting and tooling.
Shenzhen Liyongan Silicone Rubber Products Co., Ltd. provides custom silicone overmolding, liquid silicone injection molding, silicone over plastic, silicone over metal, FPC silicone overmolding, silicone over silicone, waterproof silicone seals, medical silicone parts, automotive silicone components, 3C electronic silicone parts, wearable device seals, and industrial custom silicone components.
If you are developing a silicone overmolded part and want to avoid peeling, leakage, flash, insert shift, or mass production instability, you can share your drawings, samples, substrate material, waterproof target, and project requirements with our engineering team.
What type of silicone overmolding project are you developing? Leave a comment, share this article with your engineering or sourcing team, or contact us to discuss your custom silicone overmolding project.


